Voila un projet qui a duré un bon moment (avril à décembre 2007)
Je vous présente ma tourelle à changement rapide
Elle est entièrement realisée avec de l'acier XC38,
sauf le piston et le levier de verouillage du porte outil qui sont en STUB
Pour l'idée elle vient tout simplement de ce site http://homepage3.nifty.com/amigos/index-e.html
j'ai juste addapté les mesures à mon tour.
Voici une partie du matériel brut de découpe.

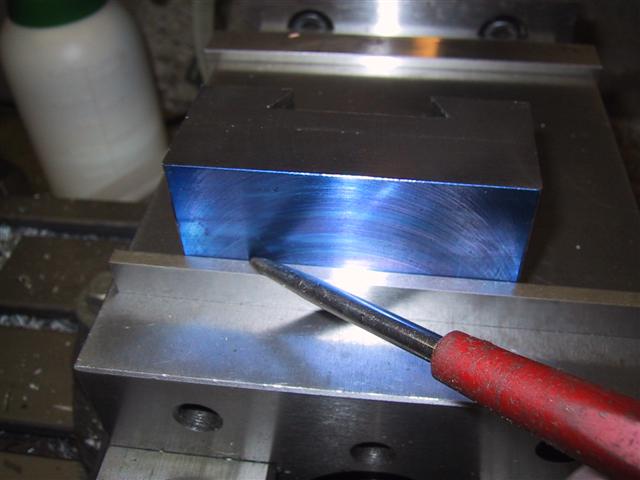
Surfaçage du bloc qui me servira à faire tous les portes outils. (pas mal non?)
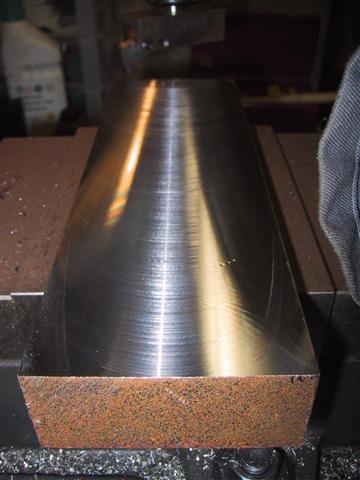
Avec cet outil (j'ai même dépassé les limites de ma fraiseuse en surfaçage (75mm contre 63 d'après le constructeur))

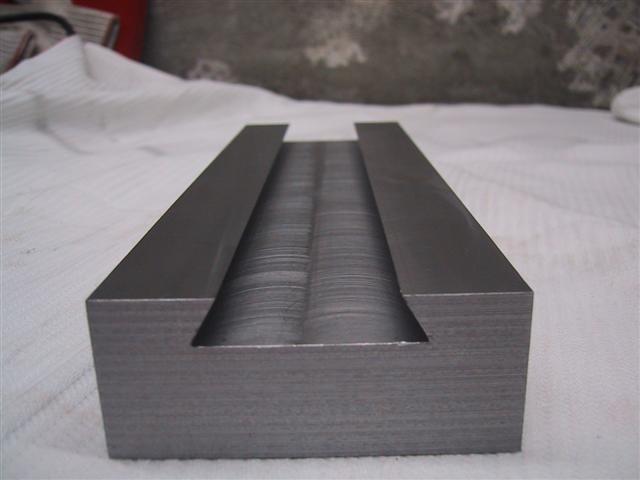
L'ébauche pour usiner la queue d'aronde

Et le fraisage de la queue d'aronde avec une fraise à 60°

Voila le résultat
Le nécessaire de mesure pour contrôler les cotes sur piges

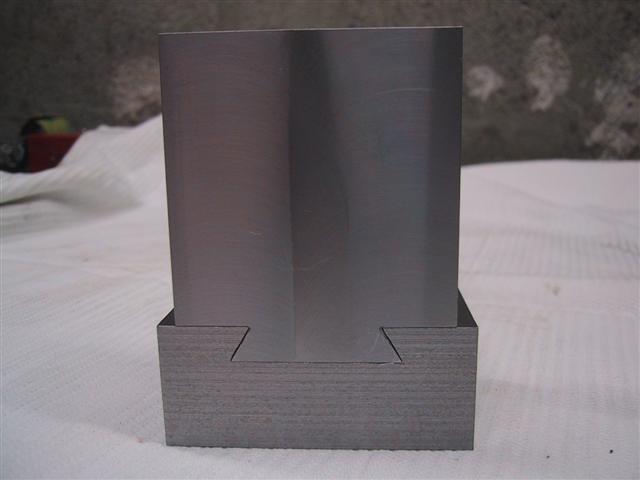
L'ébauche pour la queue d'aronde pour la tourelle

Et voici l'assemblage
Petit perçage de la came excentrique avec un foret de 15mm

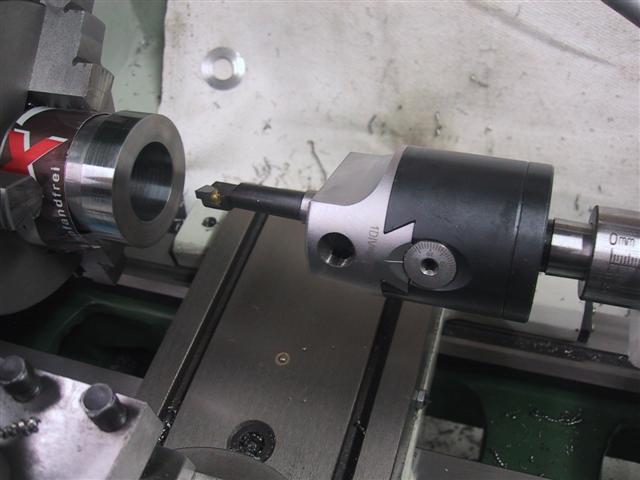
Et alésage avec la tête à aléser placée dans la poupée mobile
Mise en en place d'une cale de cuivre de 2mm pour désaxer la pièce

et voila le résultat

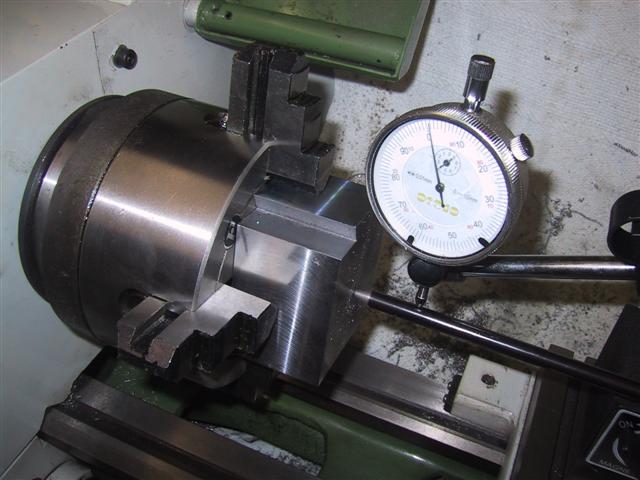
On repasse à la tourelle et on cherche le centre, avec un comparateur et une tige étalon bloquée entre le centre de la pièce (trouvé avec une pinnule de centrage) et la pointe tournante.
Rebelotte perçage à 15mm avant alésage

ça en fait du copeau

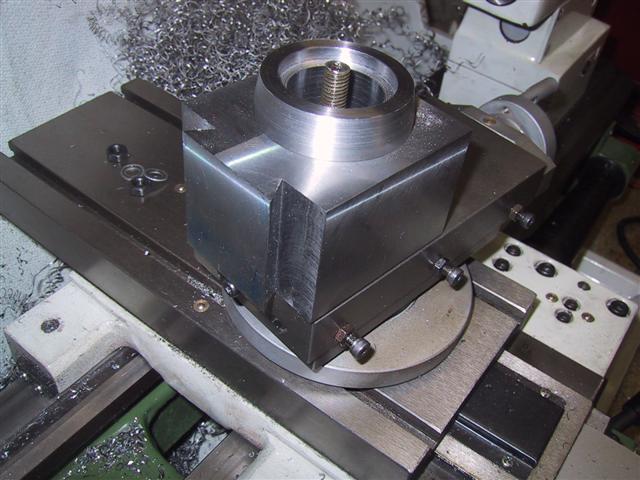
Première installation sur le charriot (ça en jette hein ?)
Mise aux cotes de l'axe

Et voila la tourelle bloquée sur le charriot

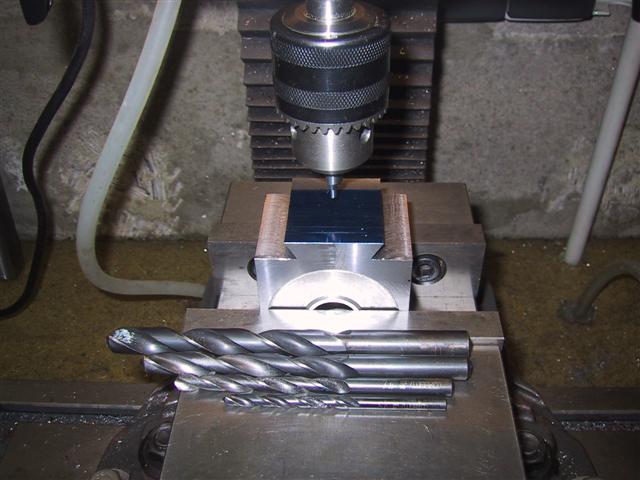
Pointage du centre de l'axe du piston (on voit les forets qui vont servir au boulot)
et ensuite alésage avec la tête à aléser montée sur la fraiseuse

Usinage du piston qui est en stub de 14mm

Lamage de la portée du levier de blocage
Pointage

et taraudage 8*125

Cette fois ci j'ai fait sous-traiter la découpe de mes portes outils,
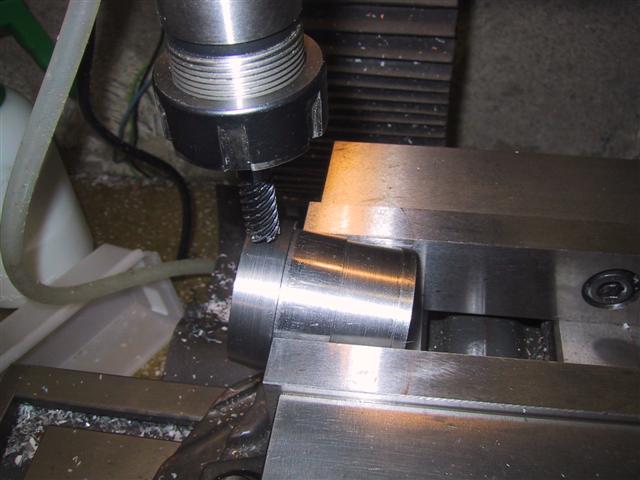
je trace avec les cales de fraisage l'endroit à fraiser pour y glisser l'outil
Voici une passe de finition

Et voici la tourelle quasie prête à usiner

Le levier de blocage est un simple levier de perceuse récupéré juste pour faire l'essai
Suite =>