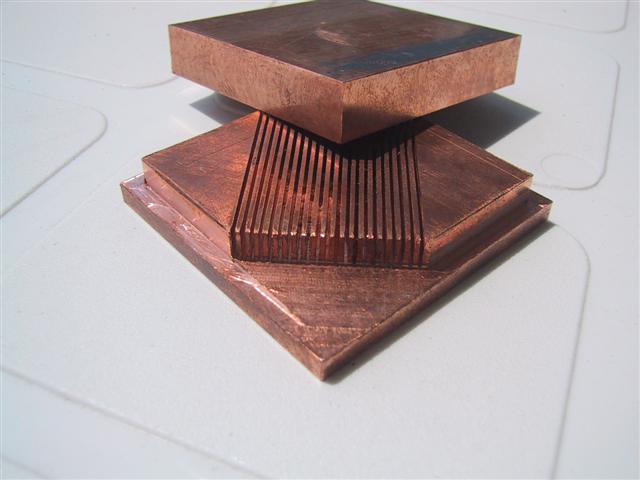
Voici un petit WB que j ai fait
les spécifications 50*50*13
il est composé de 20 ailettes de 0.5mm
et de 21 canaux de 0.5mm
sur une longueur totale de 35mm et une hauteur de 5mm
(pour ceux qui veulent calculer la surface)
donc voila les photos
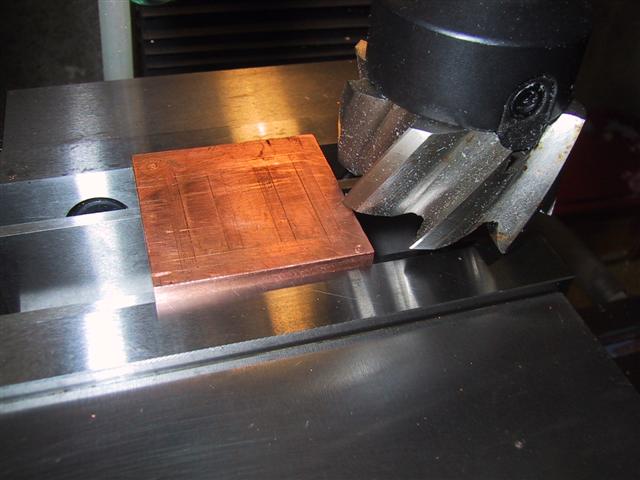
une plaque de Cu où j avais tracé un bloc chipset

je dois encore me muscler les bras donc scie à main pour découper le morceau choisit

quelques gouttes de transpiration plus tard

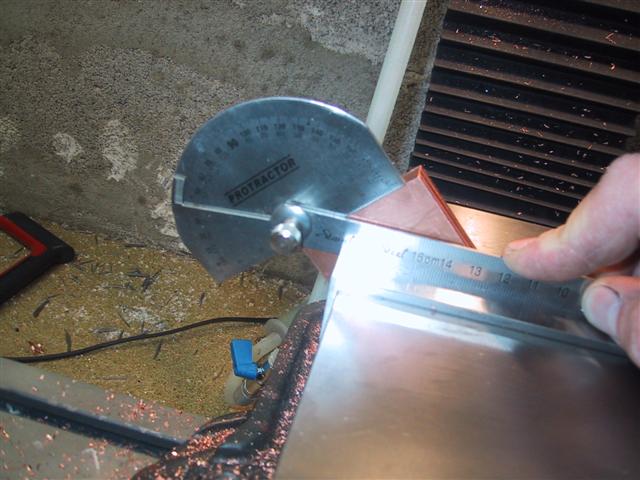
je commence par fraiser les 4 cotés pour mettre la piece à angle droit et au bonnes dimensions +0.5mm
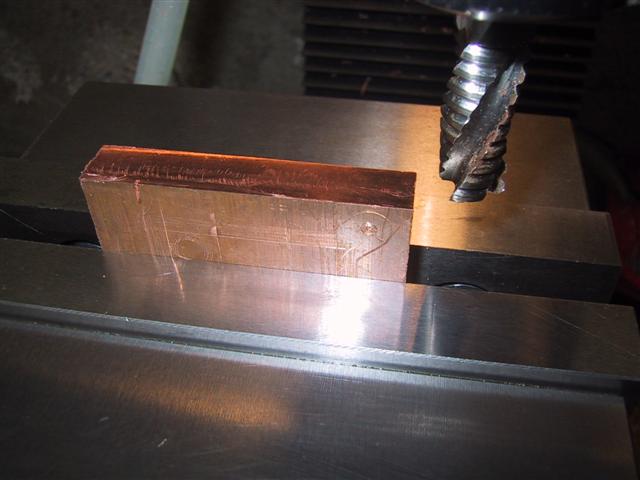
ensuite je bride la pièce dans l'étau à 45°
et je vient fraiser sur 5mm de largeur par passe de 4mm et je vire 16mm
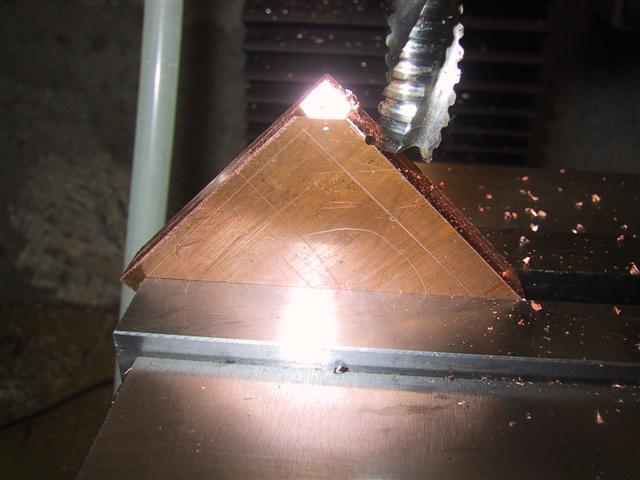
voila il y a déjà un coté de fait (ne faite pas attention à l'état de surface )

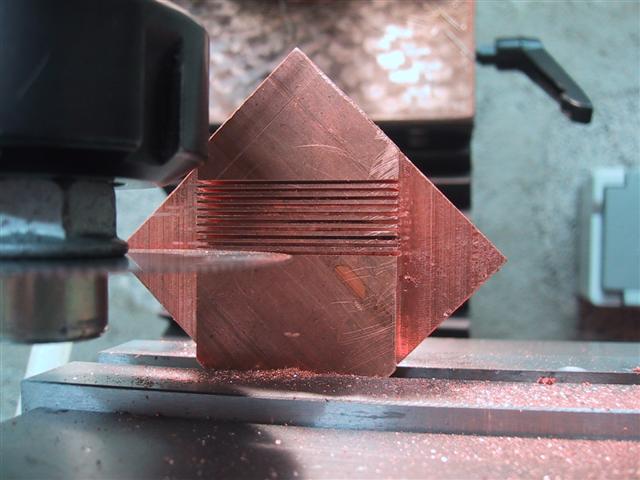
voici les 2 cotés terminés

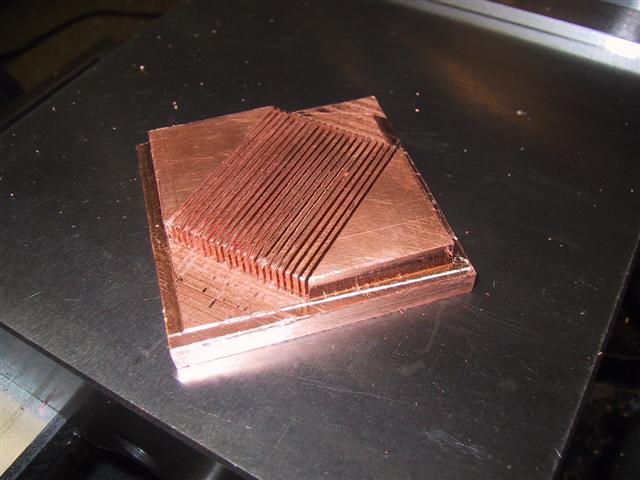
je rebride la pièce dans la fraiseuse et c'est partit mon kiki 21 canaux de 0.5mm
et voila le travail terminé

je rebride la pièce dans l'étau
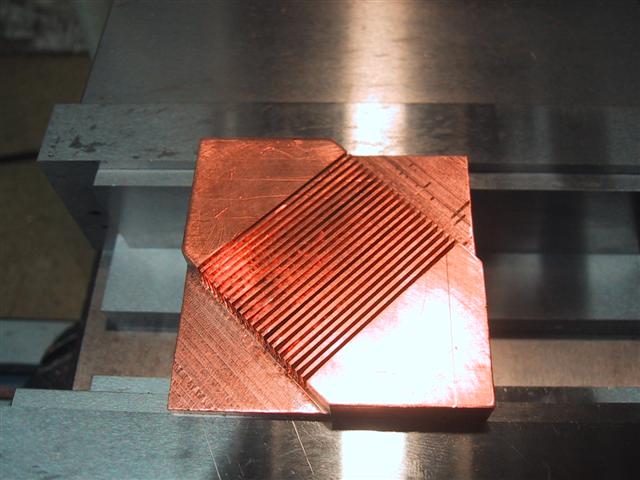
et je vire 3mm sur chaque coté pour pouvoir accueillir le top
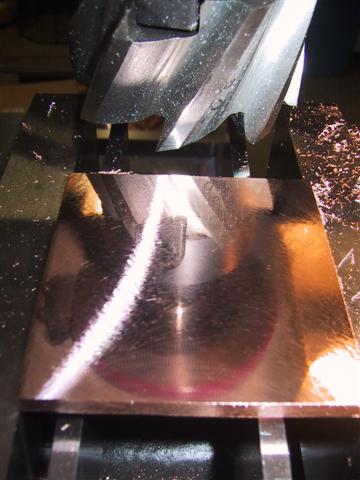
un petit test de surfacage de la base
et le résultat pas terrible mais ça va venir
maintenant passons au top
j'avais 2 chutes de cuivre mais comme par hasard une était trop courte
et l'autre trop courte aussi
donc recoupe à l'os d un bout de cuivre plus grand

je vous passe les photos de l'usinage du bloc
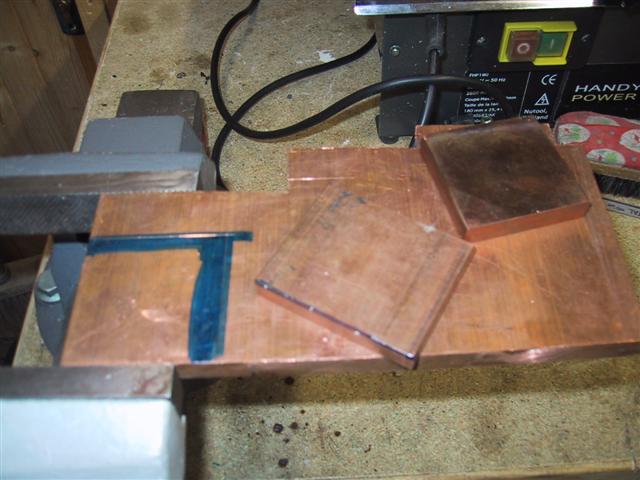
la base et son futur top
maintenant on attaque le perçage taraudage du top
pour ceci j utilise une pinnule de centrage
petit cours vite fait
la pinnule est composée de 2 parties retenues entre elles par un ressort
la pinnule tourne excentrée comme sur cette photo (N environ 600t/min)

en se rapprochant de la pièce la pinnule va se centrer

puis elle va tournée concentrique

on avance encore un peu progressivement
et la!
elle chasse sur le coté (la photo est prise a 90° sinon on voit pas bien)

à ce moment on remet le vernier à 0

et on avance de la moitié du diamètre de la pinnule
à ce moment le centre de la broche est aligné avec le bord de la piece avec une trés grande precision
maintenant j'avance de 9mm puis je fait la même chose sur le coté perpendiculaire
et j ai mon centre de perçage
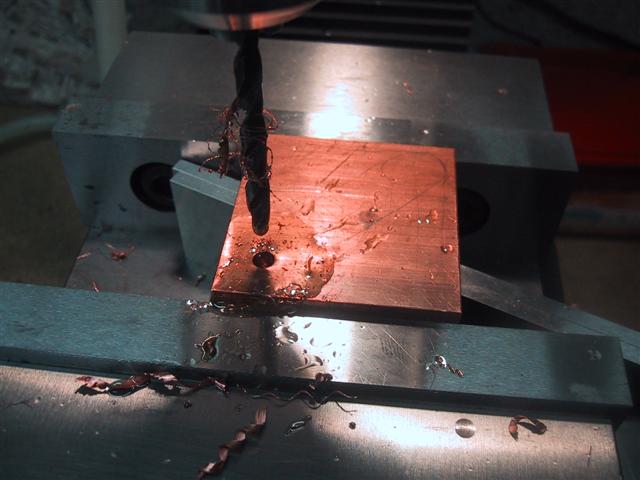
petit coup de foret à pointé

puis 4mm
puis 6mm
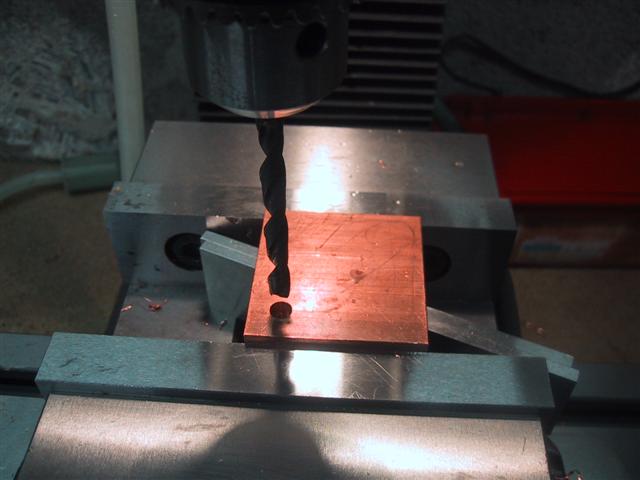
puis 8.5

puis 10mm
puis 12mm
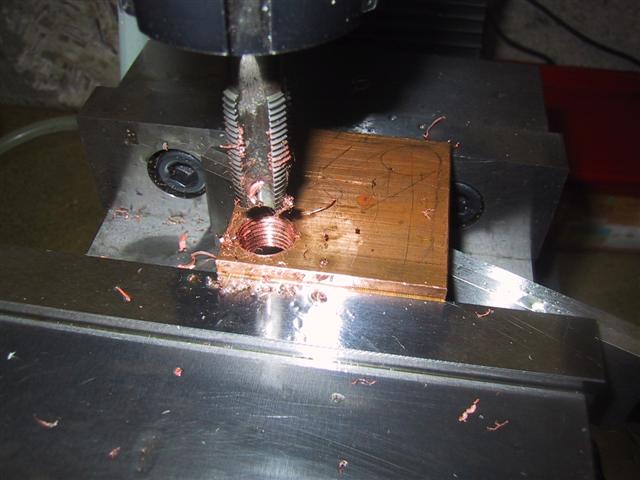
et vient le taraudage
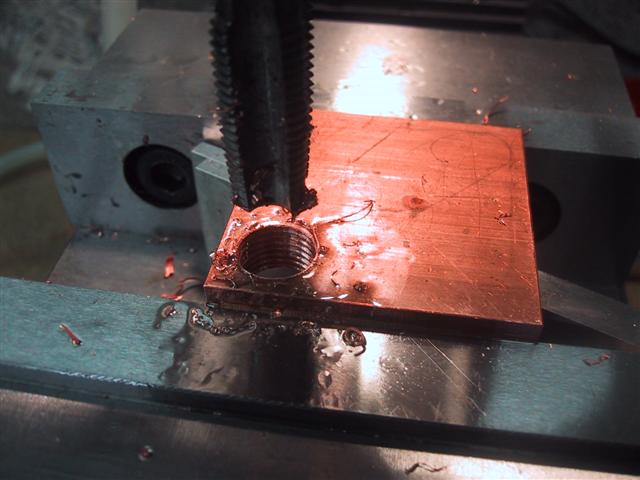
je positionne le taraud dans la machine sans rien bouger
je lance à 100 tours et des que le taraud a bien pris je coupe la machine
et je termine en entrainant la broche à la main (avec une clé quand même hein!!)
voila qui est finit
les 2 taraudages finit je reprends les 0 pour fraiser le top

avec une belle fraise ravageuse de 12mm

prêt ? action!!
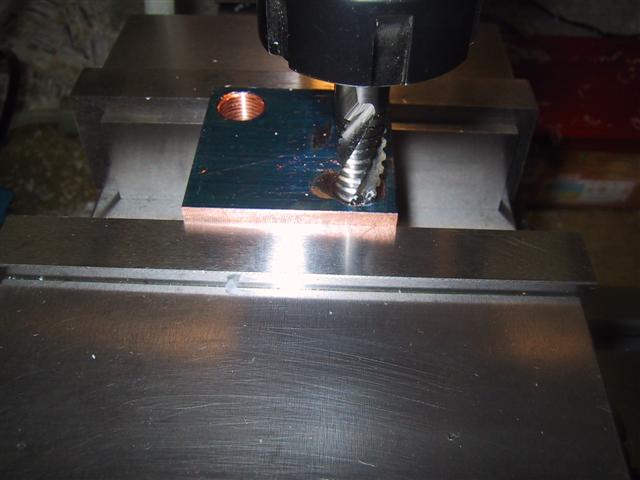
ça avance vite avec ce type de fraise

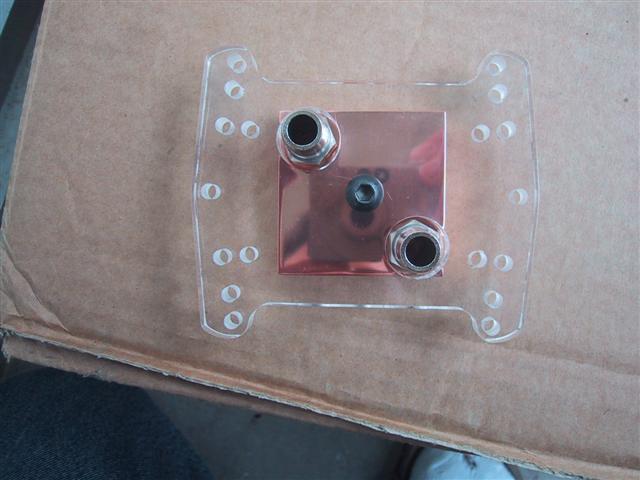
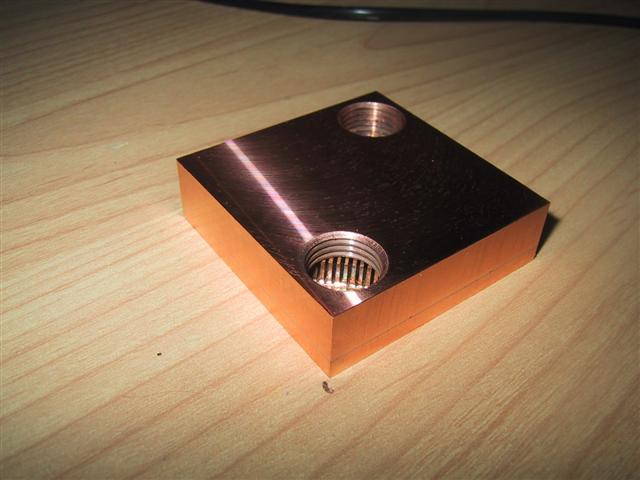
voici le top posé sur sa base je n'ai pas fait de photo de l'intérieur ça sert à rien et en plus c'est moche

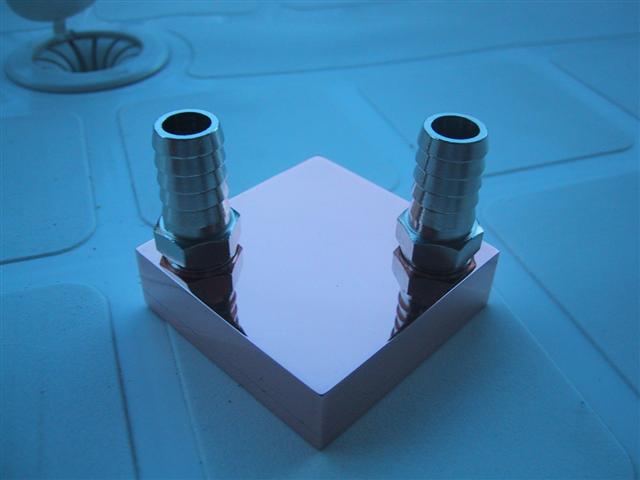
le voila assemblé

je remonte le WB dans l'étau et je supprime les 0.5 de trop

le voila fin de l'usinage
il me reste à réduire la base de 1.3mm et à faire un prés trou pour l'appuis central
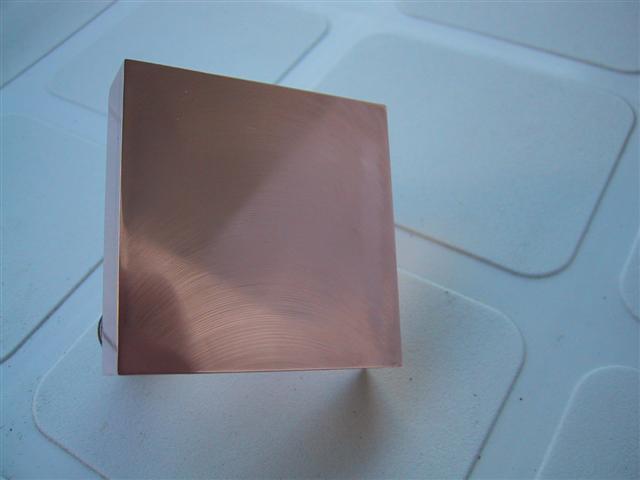
une photo du polissage